
- February 14, 2024
- Posted by: Rajneesh-Kumar
- Category: Manufacturing in India
A Comprehensive Guide to Calculating the Cost of Aluminium HPDC Components in India
This post shall teach you or give you enough information to cost-it-yourself.
Let’s start with the simple equation:
Product Cost = [A] Raw Material Cost + [B] Manufacturing Cost + [C] Others
[A] — Raw Material Cost
= [A1] Casting Weight X [A2] Material Rate X 1.06 (Add 6% as Burning Loss)
A1 = You may get the Net Casting Weight from your designer or the drawing.
Two Caution points here:
- Net casting Weight ≠ Finished machined weight.
- A few factories charge more than 6% burning loss, and they charge it on the entire input weight (Casting weight + runner and riser weight). After all, it is a negotiation point.
A2 = Market Rate or SIAM Monthly Monitor Data or LME. You may contact me at info@apogeesourcing.com for more specific details.
[B] — Manufacturing Cost
It depends on the die-casting machine. The bigger the machine, the higher the cost.
Let’s try to understand the term “bigger machine”.
During Die Casting, the machine injects molten metal into a Mould and
- The injection causes a force on the mould to open. = Separating Force
- The machine has to withstand the injection pressure and keep the mould closed. = Holding Force
You need a machine with greater Holding Force than the Separating Force.
In other words,
Holding Force > Separating Force
Now let’s calculate Separating Force first.
Separating Force = [B1] Injection Pressure X [B2] Projected Area
Calculate B1: Injection Pressure.
Choose from the three options below.
If your component is:
- a basic component: 6 Kg/mm2
- a load-bearing component: 6-8 Kg/mm2
- a pressure-tested component: 8 Kg/mm2
=> Assume my component is Load Bearing. I choose 8 Kg/mm2
Calculate B2: Projected Area.
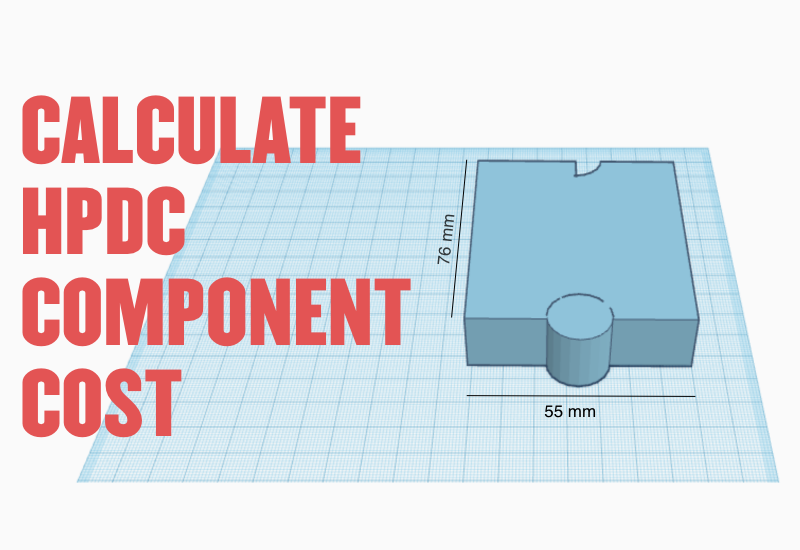
I’ll do a simple math here as per my drawing. You may change values according to your drawing.
Part length (l) = 76 mm
Part Width (w) = 55 mm
Cavities / Mould (c) = 4
+ Add 40% for runners, risers etc.
Projected Area = l x w x c x 1.4 = 76 X 55 X 4 X 1.4 = 23,408 mm2
Separating Force= Injection Pressure X Projected Area
= 8 X 23,408 = 1,87,264 Kg
= 187.264 Ton
On top of it, I would add 30% as Factor of Safety = 187.264 X 1.3 = 243.44 Ton.
We need a machine that has a holding pressure of more than 243.44 Ton (Separating Force)
The standard machine available (more than 243.44 Ton) is 250 Ton.
So we will choose 250 Ton machine for casting my components.
In India, the suppliers charge for the shot of the PDC (Pressure Die Casting) machine.
The shot rates vary region-wise. We at APOGEE Sourcing track this info.
Typically, it ranges from ₹1.5 to ₹2 per tenth of Machine tonnage.
I take the lower side = ₹1.5 per tenth of Machine Tonnage
Example: Shot rate = ₹1.5 X (250/10) = ₹ 37.5
=>You are getting four components per shot.
Therefore, the manufacturing cost per piece =
= ₹37.5/ 4 = ₹9.375 ~₹9.38 (per piece).
[C] — Others
These are too specific to cover, but they aren’t the major portion of the cost.
These include:
- Fettling / Trimming
- Shot Blasting
- Packing
- Logistics
- Painting etc.
Know the Author:

[…] Before we move ahead, I just want to tell you about the comprehensive guide to calculating the cost of Aluminium HPDC components in India. […]